Data Acquisition Processor Halves Cost of Multistation Auto Seat Tester

The use of a data acquisition processor (DAP) from Microstar Laboratories, Bellevue, Washington, enabled Test Measurement Systems Inc. (TMSI), Akron, Ohio, to design a multi-function automobile seat testing system that costs about one-half of a similar system using a programmable logic controller (PLC). TMSI believes this system provides the most seat tests in a system controlled by a single PC: strength tests for the seat back and headrest, fatigue and load deflection tests, and a crash test of the headrest. A DAP within the PC performs both control and data acquisition functions. The alternative would have been to use a PLC to control the actuators and a separate high-speed data acquisition system to collect the test data. TMSI's approach eliminates the cost of the PLC and data acquisition systems and reduces development time significantly since there are fewer components to integrate. "The DAP let us build a great deal of functionality into this system at a very competitive price," says Dr. Jerry Potts, president of TMSI.
Test Measurement Systems, Inc. (TMSI), located in Akron, Ohio, specializes in custom-designed scientific and test engineering systems. Its services include design, integration, control, and retrofitting; data acquisition and analysis; and equipment design, selection, procurement, and installation. In addition to hardware and software design -- which may include commercial products, custom solutions, or a combination of both -- TMSI also provides test fixturing, loading frames, and actuators to produce complete, precise, and accurate test systems. Many of TMSI's clients are involved in the auto industry, and the company has developed a number of complete test systems for auto-related, product performance applications, ranging from tire testing to crash laboratory machines to general load, deflection, displacement, endurance, and vibration systems.
Multiple seat tests
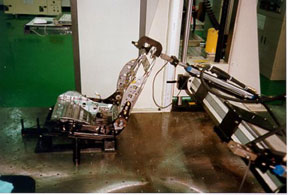
TMSI's automobile seat test system allows a seat manufacturer to perform different tests with only 10 minutes changeover time between them. Three hydraulic actuators are mounted on a crosshead that is rotatable and elevator driven up and down to position them for the different tests. This design is a huge benefit to seat manufacturers, who would otherwise have to purchase a separate machine for each test.
TMSI's system performs the following tests. One is a Federal Motor Vehicle Safety Standard (FMVSS) 202 strength test, which pushes the seat back backward until it breaks. In this test, the seat is bolted to the floor of the test bed. A fixture attached to the back of the seat pushes it backward with the equivalent of 20 Gs of force. A load cell is attached to the actuator to indicate how many pounds of force are applied, and at what level of force the seat breaks. The system performs another FMVSS 202 strength test on the headrest. In this test, the headrest is also pushed backward until it breaks, but prior to that the seat back is pushed backward by an actuator with the shape of the human torso. This is to position the seatback, as it would be in a crash so that the orientation of the headrest on the seat back is as realistic as possible for this test. After the seat is pushed back by the actuator, the system stores the angle of the seat back. The seat back is then removed, the headrest is put into the correct orientation, and then pushed back with another actuator until it breaks. The force is recorded, as in the previous test.
Onboard Intelligence Key to Real Time under Windows
The use of a DAP enabled Test Measurement Systems Inc. (TMSI) to design a multi-function automobile seat testing system that costs about one-half of a similar system using a programmable logic controller (PLC). TMSI believes this system provides the most seat tests in a system controlled by a single PC: strength tests for the seat back and headrest, fatigue and load deflection tests, and a crash test of the headrest.
“The DAP let us build a great deal of functionality into this system at a very competitive price.”
Dr. Jerry Potts, President, TMSI
The third test is a fatigue test in which one of the actuators is attached to the top of the seat frame. The frame is installed in the fixture in the locked position, and then the seat back is pushed backward and pulled forward for hundreds of thousands of cycles. As the seat weakens its deflection increases. The test is automatically stopped when the deflection reaches a predefined level. This test is not an FMVSS standard, but one that the manufacturers do as part of new seat design to ensure that the seat will last for the life of the car. The fourth test is load-deflection. In this test, which is designed to measure seat comfort, the actuators are rotated so they travel vertically. A human form is attached to the end of the actuator to simulate a person sitting in the seat. The actuators slowly press downward onto the seat until they reach a predetermined weight (200 to 300 pounds) then they reverse direction and slowly unload. The system captures the load and deflection data to determine how much energy the seat is absorbing. Seat manufacturers have determined optimal energy absorption properties for different vehicles. The fifth test is FMVSS 201, which involves an additional set of actuators mounted on a crosshead and a pneumatic blowgun that fires what are called "head cannons." These accelerate to 15 mph in the space of six inches and hit the headrest hard to simulate the effect of a human head slamming backwards in a crash. An accelerometer measures the g force of the head actuator at impact. The force needs to be below a certain level to meet the FMVSS standard.
System design
In designing this test system, the traditional approach for controlling the actuators would have been to use a PLC, a digital controller used for applications such as on/off control, timing, logic, counting and sequencing, in between the user interface and the machine. PLCs are frequently used to control complicated machinery because they possess the stability and deterministic real-time capabilities needed to ensure that machines remain under control and follow prescribed shutdown procedures in case of a fault. If the TMSI engineers had gone with a PLC, they would also have needed a high-speed data acquisition system to collect the incoming test data. In addition, they would have needed an additional piece of hardware -- a PC and custom software linking all the components and serving as the user interface. Such a complex set of controls typically results in a system that is dedicated to a single test machine, thus driving the hardware costs up on a per-test basis. The development time required to to write the custom integration software would also raise the price of the system significantly.

Writing a PC-based custom solution to deliver the real-time actuator control and data acquisition capabilities was not the answer either. Windows is not a real-time operating system. To measure or control real-time processes such as the seat tests, computing power has to be available when it is needed, every millisecond or so. Operating systems like Windows NT use up many cycles on the PC platform, and when they take control of the CPU they hold onto it for a long time, in machine control terms. This means that if data acquisition and control were to run under Windows, the system would be vulnerable to a situation where Windows was occupied with other tasks which would make it impossible to provide consistent actuator control or reliable test results. Potts refers to the breaks in the signal to the actuator as "hiccups" and says you can see them in the actuator's movement when a Windows-based method is used.
The solution was to use a data acquisition processor (DAP) board for the PC platform from Microstar Laboratories. The unique capability offered by DAPs is an onboard microprocessor that runs a multitasking, real-time operating system optimized for high-performance real-time data acquisition and control applications. The intelligence on the DAP board extends the power of the Windows user interface by executing all processor-intensive routines in real time and performing data reduction so that the software on the PC can handle more demanding applications than usual. There's never any danger of losing data regardless of how many computer cycles are dedicated to the background application or even if Windows crashes. The data acquisition processor continues to run the special routine that sends control signals to the actuators and collects data from the acquisition devices totally independent of the central processor. While one key advantage for TMSI in developing the test system was the fact that they were able to develop a powerful front end and data analysis tool without worrying about the ability of Windows to service the real-time application, the other important benefit was economic. "With this approach, we could design a very complex multi-function test machine based on a single PC, one DAP board to handle all the control and data acquisition, and minimal programming time," says Potts.
TMSI engineers used DAPL, the onboard operating system used in DAPs, to simplify the job of writing the control programs for the five seat tests. DAPL provides more than 100 easy to use commands optimized for data acquisition and machine control. In fact, DAPL was one of the reasons TMSI selected the Microstar Laboratories product for this application. "We've used this product enough in the past that our programmers are very familiar with its commands," says Potts. "With a few small changes to the code, they can make one basic program do many different jobs." One of the DAPL commands that was useful in this application was Proportional Integral Derivative (PID). Common to high-end PLCs, the PID function uses a feedback loop to determine when a signal is beginning to stray from its desired target. It then makes a correction before there is an error by signaling the actuator to make the appropriate motion.
By combining as many as five common seat tests into one system, TMSI has created a test system that is very cost effective for even small automobile seat manufacturers. Instead of buying multiple devices, they now have the option of buying one system that performs multiple tests with minimal changeover time. The use of a DAP was key to making this system affordable. By replacing a separate PLC and data acquisition system with a single board in a PC, the DAP greatly reduced both mechanical and computer hardware, software, and most importantly, integration costs.
Browse other customer applications.